製造業では、外部から調達した部品・材料を受け入れる際に行う「受入検査」が品質の最初の関門になります。しかし、検査員が仕様を正しく理解していない、解釈が曖昧なまま運用されていると、良品を不良と判断したり、逆に不適合品を通してしまう「受入検査仕様誤解」が発生します。
このミスは、後工程での不具合、手戻り、納期遅延、サプライヤーとのトラブルにつながる重大なリスクとなります。
ここでは、受入検査仕様誤解が起きる要因、発生しやすい現場状況、改善のメリット・デメリット、そして実効性の高い改善ポイントについて解説します。
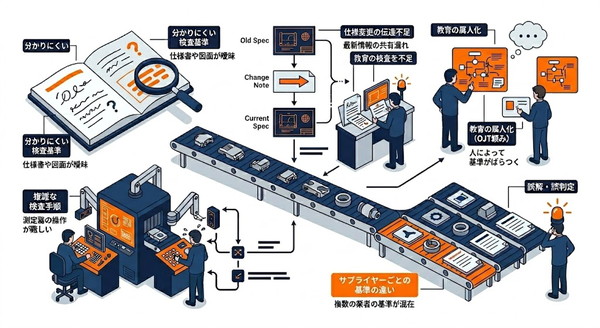
図面や仕様書に記載されている情報が曖昧だったり、許容差・測定位置・外観基準が明確でない場合、検査員ごとに解釈が異なります。
サプライヤー側の変更や社内図面改訂が、現場の検査員まで正しく共有されていないことで、旧仕様のまま検査してしまうケースがあります。
受入検査の教育が“先輩からの口頭説明”に依存している現場では、検査基準の理解にばらつきが生まれ、誤解の温床になります。
測定箇所が多い、測定器の使い方が難しいなど、手順が複雑な場合、一部工程の抜けや誤判定が発生します。
同一部品でもサプライヤーが複数いる場合、図面解釈・外観品質の基準に違いがあり、検査員が混乱しやすくなります。
これらは中小製造業の受入検査工程で特によく見られる傾向です。
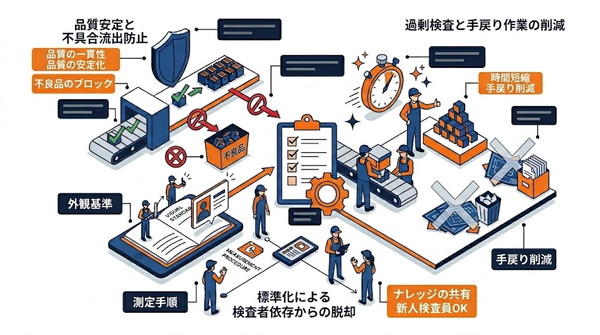
判定基準が統一されれば、サプライヤー品の品質安定につながり、後工程での不具合・再作業を大幅に削減できます。
良品を不良と誤判断する“過剰判定”が減り、受入遅延・サプライヤーへの不必要な返却が防げます。
標準化・見える化により、新人や応援者でも一定品質で検査ができる体制を構築できます。
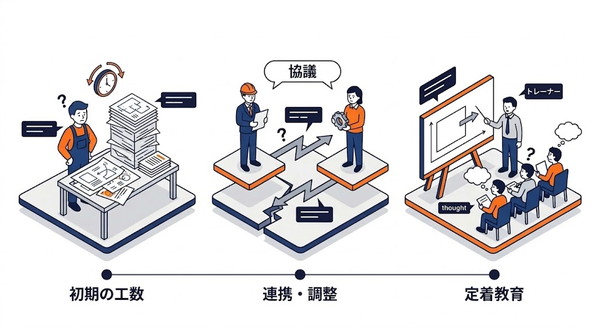
図面の確認、外観基準のサンプル整理、仕様書整備などに初期作業が必要です。
外観品質・寸法許容差の解釈違いを解消するため、サプライヤー側と協議が必要になる場合があります。
整備した基準が現場に浸透するまで、フォローアップが必要です。
受入検査仕様の誤解は、作業者の力量差ではなく、基準の曖昧さ・資料の不備・標準化不足によって引き起こされます。
サプライヤー品の品質を守るためには、明確で使いやすい検査基準が不可欠です。
本メディアを監修する「TMNホールディングス」は、品質管理・生産技術のプロが現場を診断し、受入検査の仕様整理から基準整備、検査体制の改善まで総合的に支援します。
「受入検査のばらつきをなくしたい」「サプライヤー品質を安定させたい」とお考えの企業様は、まずは現場診断をご検討ください。
Sponsored by

※画像引用元:TMNホールディングスHP(https://www.tmnet.co.jp/)
TMNホールディングスは、中小企業の製造現場を熟知したプロ集団。これまでに緊急対応17,280件、預かり検査1,440件という豊富な実績を積み重ねており(※2025年5月7日時点)、現場のリアルな課題に即した提案が可能です。
生産ラインの課題洗い出しから改善アドバイスまでを一気通貫で支援し、24時間・365日対応の緊急サービスも展開。現場に根ざした実践的な支援で、製造業の生産性と品質向上に貢献しています。

工場診断とは、製造現場の設備や生産・品質管理手法を分析し、課題や改善点を明確にするための診断。
工場の改善点が可視化されるだけでなく、競合他社との違いや自社の水準を比較することも可能です。
工場診断の結果を元に課題解決へ取り組めば、生産性の向上やコスト削減にも繋がるでしょう。
当メディア「現場創新」は、中小企業の生産ライン改善を得意とする「TMNホールディングス株式会社」監修のもと、中小企業に向けて自社の生産ラインを改善するためのノウハウやヒントを提供するため、Zenken株式会社が運営しています。

プロ
受入検査における仕様誤解を防ぐには、「基準の可視化」「基準の一元管理」「検査方法の標準化」が重要です。
まずは、現場で使われている基準書・図面・検査記録を棚卸しし、どこに解釈のズレがあるかを明確にしてください。
そのうえで、最新図面の一元管理、外観基準サンプルの整備、測定ポイントの明確化、判定基準の写真化、検査手順の標準化などを行うことで、誤解リスクを大幅に低減できます。